Конвективные сушилки
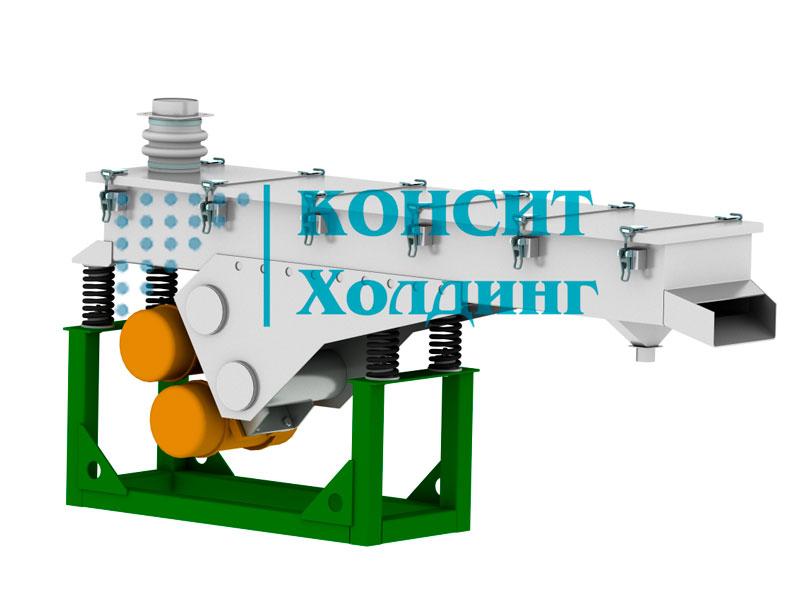
К наиболее эффективным сушильным аппаратам для сушки сыпучих продуктов относятся вибрационные конвективные сушилки.
Сущность процесса тепловой обработки в указанных аппаратах состоит в том, что при продувании размещенного на газораспределительной решетке слоя сыпучего продукта сушильным агентом (горячим воздухом) продукт переходит в полувзвешенное состояние и приобретает свойства текучести. В этом состоянии слой разрыхляется и интенсивно перемешивается, благодаря чему все частицы материала равномерно омываются сушильным агентом.
Можно отметить, что благодаря указанным особенностям процесса, эффективность сушки, а также достигаемые качественные показатели обрабатываемых продуктов в таких аппаратах значительно выше, чем в традиционно используемых барабанных, шнековых, туннельных и ленточных сушилках.
В отечественной машиностроительной индустрии основным разработчиком и изготовителем такого вида оборудования является фирма «Консит Холдинг».
Для аппаратурного оформления участка сушки песка завода по производству строительных смесей предлагается сушилка СВК-1,0/4,0., техническая характеристика - в таблице 1.
Таблица 1
|
Наименование показателей |
Значения |
|
|
Производительность по исходному продукту, кг/ч |
2500 |
|
|
Влагосодержание песка, % |
начальная |
8-10 |
|
конечная, не более |
1 |
|
|
Параметры подаваемого воздуха, |
расход, кг/ч |
8000-9000 |
|
температура, 0С |
130-150 |
|
|
Мощность привода, кВт |
3 |
|
|
Габаритные размеры, мм |
длина |
4412 |
|
ширина |
1630 |
|
|
высота |
2245 |
|
|
Масса, кг |
1900 |
|
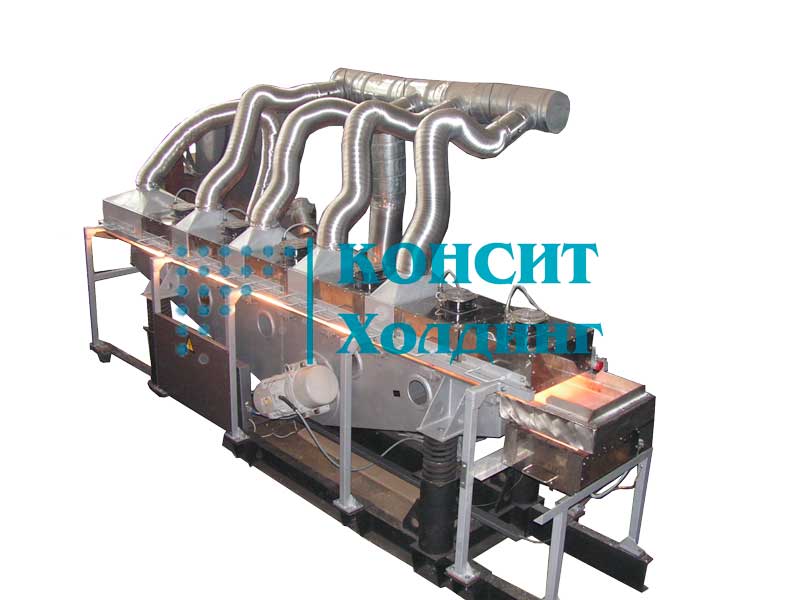
Сушилка обвязывается сопутствующим оборудованием, включающим теплообменник, вентиляторы, шлюзовые питатели, циклон, технологические воздуховоды.
В качестве теплообменника используется воздухонагреватель рекуперативного типа, оснащенный горелкой, работающей на жидком топливе (солярке или мазуте).
Основной особенностью этого аппарата является исключения попадания продуктов сгорания топлива в сушильный агент (воздух), подаваемый в сушилку, что гарантирует качество находящегося в ней песка.
Управление указанным оборудованием осуществляется оператором с пульта управления.
Сравнительная оценка эксплуатационных показателей вибрационных конвективных и барабанных сушилок приведена в таблице 2. Для сравнения можно отметить, что предлагаемая экономична по сравнению с традиционно используемыми для сушки песка барабанными сушилками.
Сравнительная характеристика указанных сушилок приведена в табл. 2.
Таблица 2
|
Наименование показателей |
Значения |
||
|
сушилка СВК-1,0/4,0 |
барабанная сушилка БН1-6-НУ |
||
|
Производительность по исходному продукту, кг/ч |
2500 |
2000 |
|
|
Расход топлива, кг/ч |
60 |
40 |
|
|
Удельный расход топлива, кг/кг продукта |
0,024 |
0,02 |
|
|
Мощность токоприемников, кВт |
привода сушилки |
3 |
|
|
обвязанной сушилки |
35 |
||
|
Площадь размещения, м2 |
100 |
200 |
|
|
Масса, кг |
|||
Сушка является одним из важнейших технологических процессов в различных отраслях промышленности, таких как химическая, фармацевтическая, пищевая и др. Одно из перспективных направлений в совершенствовании сушильного оборудования - создание аппаратов с активными гидродинамическими режимами, в которых достигается значительная интенсификация процессов тепло и массообмена. К наиболее эффективным аппаратам с такими режимами работы относятся сушилки псевдоожиженного слоя различных модификаций.
Сущность процесса тепловой обработки в указанных аппаратах состоит в том, что при продувании размещенного на газораспределительной решетке слоя сыпучего зернистого продукта сушильным агентом (горячим воздухом) продукт переходит в полувзвешенное состояние и приобретает свойства текучести. В этом состоянии слой разрыхляется и интенсивно перемешивается, благодаря чему все частицы материала равномерно омываются сушильным агентом. Вследствие этого перемешивания, а также взаимного контакта отдельных частиц происходит выравнивание температуры в объеме слоя, что особо важно при сушке термолабильных продуктов. Можно отметить, что благодаря указанным особенностям процесса, эффективность сушки, а также достигаемые качественные показатели обрабатываемых продуктов в аппаратах псевдоожиженного слоя значительно выше, чем в традиционно используемых барабанных, шнековых, туннельных и ленточных сушилках.
Существующие сушилки псевдоожиженного слоя подразделяются на аппараты стационарного кипящего слоя и аппараты виброкипящего слоя.
Аппарат стационарного кипящего слоя (см. рис. 1) представляет собой сушильную камеру 1, в нижней части которой установлена неподвижная газораспределительная решетка 2.
Исходный продукт загружается внутрь камеры с помощью дозатора 3 и через патрубок 4 и поступает на решетку 2.
Горячий воздух через патрубок 6 подается в подрешетчатое пространство и далее проходит через отверстия в решетке и слой находящегося на ней продукта, осуществляя при этом его сушку.
Готовый продукт выгружается из камеры через патрубок 5, а отработанный воздух отводится через патрубок 7 и поступает на очистку в аспирационную систему.
Для создания слоя продукта на решетке, а также для регулирования время его контакта с теплоносителем предусмотрена заслонка шиберного типа 8.
Сушилка может работать как в периодическом, так и непрерывном режимах.
Данные аппараты многие годы применяются в различных отраслях промышленности, широко известны и в настоящей статье не рассматриваются.Гораздо менее известными являются аппараты виброкипящего слоя, основной отличительной особенностью которых является наложение вибрационного возмущения на газораспределительную решетку и соответственно слой находящегося на ней продукта.
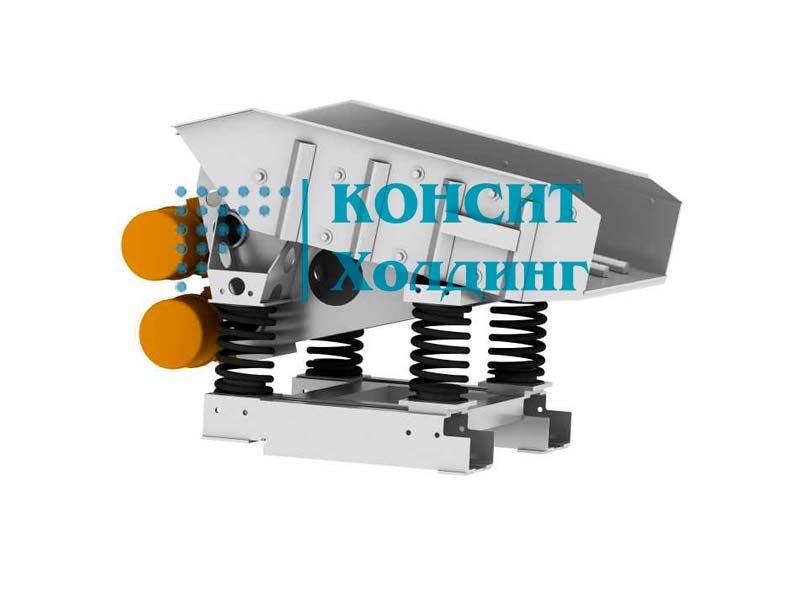
Аппарат (см. рис. 2) включает рабочий орган, состоящий из желоба 1, на котором размещены кронштейн 2, патрубки подвода воздуха 3, патрубок выгрузки продукта 4 и крышка 5. Крышка снабжена патрубком загрузки продукта 6 и патрубком отвода воздуха 7. Внутри рабочего органа установлены перфорированный лист 8, выполняющий функцию газораспределительной решетки, а также заслонка 9. Рабочий орган смонтирован на раме 10 через пружины 11. Для создания вибровозмущения рабочего органа на кронштейне 2 установлен привод 12.
Аппарат работает следующим образом - исходный продукт загружается через патрубок 6 внутрь рабочего органа, где под воздействием вибрации, создаваемой приводом 12, равномерно распределяется на перфорированном листе 8 и транспортируется в сторону патрубка разгрузки 4.
Горячий технологический воздух, поступивший через патрубки 3 внутрь аппарата, проходит затем через отверстия в перфорированном листе и слой находящегося на нем продукта, который при этом приходит в псевдоожиженное состояние. В результате интенсивного теплообмена между воздухом и частицами продукта осуществляется его сушка. Отработанный воздух через патрубок 7 отводится из сушилки.
Время пребывания в аппарате продукта, а следовательно и его конечное влагосодержание, регулируется параметрами вибрации привода 12, а также изменением высоты слоя с помощью заслонки 9. Сушилка может работать как в периодическом, так и непрерывном режимах.
По сравнению с аппаратами стационарного кипящего слоя вибрационные конвективные сушилки обладают следующими преимуществами:
- возможность осуществления сушки плохоожижаемых материалов, в т.ч. тонко и полидиспесных;
- возможность обработки тонких слоев продукта;
- более высокая интенсивность теплообмена;
- меньшие энергозатраты;
- минимальная адгезия продукта к внутренним поверхностям аппарата;
- пониженный вынос мелких частиц из аппарата.
К недостаткам вибрационных конвективных сушилок можно отнести определенную сложность конструкции, а также имеющиеся ограничения по температуре подаваемого теплоносителя – она не должна превышать 160 0С, что диктуется затруднениями эксплуатации привода, подвергаемого через кронштейн температурному воздействию.
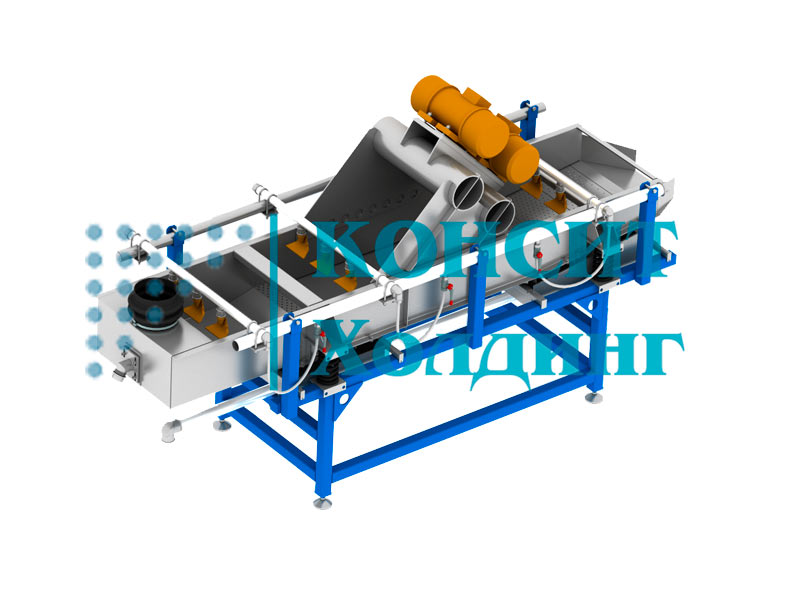
Для проведения тепловой обработки продуктов вибрационная конвективная сушилка должна быть обвязана следующим оборудованием:
- приточным и вытяжным вентиляторами, обеспечивающими подачу в аппарат и отвод из него воздуха;
- фильтром и теплообменником для очистки и нагрева воздуха, подаваемого в сушилку;
- устройствами, обеспечивающими улавливание частиц продукта из воздуха, отводимого из сушилки;
- технологическими воздуховодами.
В зависимости от условий эксплуатации на месте применения аппарата в качестве теплообменников могут применяться паровые или электрические калориферы, а также топки или теплогенераторы.
Выбор устройств, применяемых для улавливания из отработанного воздуха продукта, определяется исходя из его физико-химических свойств (гранулометрического состава, насыпной плотности и удельного веса), а также требований ПДК. В качестве этих устройств могут применяться циклоны, рукавные фильтры, скруббера и др.
Аппарат комплектуется пультом, на который, как правило, выносится:
- кнопки управления виброприводом сушилки, а также двигателями приточного и вытяжного вентиляторов;
- регулятор, обеспечивающий задание и поддержание теплообменником рабочей температуры нагрева воздуха, подаваемого в сушилку;
- индикаторы температуры воздуха, подаваемого в сушилку и отсасываемого из нее,
- индикатор температуры слоя продукта, находящегося в сушилке;
- индикатор разрежения воздуха в внутри сушилки.
Можно отметить, что сушилка может использоваться также и для охлаждения продукта, при этом вместо калорифера применяется трубчатый теплообменник, в который подается захоложенная вода или рассол.
Принципиальная типовая схема обвязки сушилки приведена на рис. 3.
Сушка является достаточно сложным технологическим процессом, поэтому разработка и изготовление сушилок, в том числе и вибрационных конвективных аппаратов, в основном ведется в странах с высокоразвитой промышленностью.
В странах Западной Европы производство указанного оборудования было освоено следующими фирмами: NiroAtomizer (Дания), Anhidro (ныне концерн APV) (Дания), Sulzer -EscherWyss (Швейцария), NEU (Франция) и некоторыми другими.
В рекламных материалах этих фирм приводится широкий ассортимент сыпучих продуктов, в технологии производства которых используются вибрационные конвективные сушилки. Перечень этих продуктов приведен в таблица 3.
Таблица 3
Наименование промышленности
Перечень продуктов
Пищевая
Пивная дробина, гранулированный кофе, лактоза, молочный порошок, сахар-песок, поваренная соль, семена, винная и лимонная кислота, протеин и др.
Фармацевтическая
Аскорбиновая и борная кислота, сульфат марганца, пирамидон, магнезия и др.
Химическая
Адипиновая кислота, удобрения, моющие средства, морская соль, соли металлов, формовочные смеси и др.
Вибрационные сушилки отечественного производства работают на ряде предприятий различных отраслей промышленности, где обеспечивают сушку таких продуктов, как гравия, кристаллического сульфата аммония, спиртовой барды, шиповника, молочного порошка и др.
В РФ в настоящее время разработку и производство вибрационных конвективных сушилок осуществляет ООО «КОНСИТ Холдинг».
Аппараты выпускаются как из углеродистой, так и из коррозионностойкой стали. Типоразмеры сушилок, а также их технические данные приведены в таблице 4.
Таблица 4
|
Наименование параметров |
Значение |
||||
|
Марка сушилок |
|||||
|
СВК-0,3 |
СВК-0,5/3,0 |
СВК-0,75/3,0 |
СВК-1,0/4,0 |
||
|
Производительность по испаренной влаге, кг/ч |
15 |
50 |
100 |
150 |
|
|
Площадь перфорированного листа, м2 |
0,3 |
1,5 |
2,3 |
4,0 |
|
|
Температура воздуха, подаваемого на сушку, не более К(0С) |
433 (+160) |
||||
|
Мощность двигателя |
0,75 |
2 х 0,75 |
2 х 0,75 |
3 х 2,2 |
|
|
Габаритные размеры, мм |
длина |
864 |
1085 |
3700 |
4610 |
|
ширина |
2063 |
1570 |
1350 |
2257 |
|
|
высота |
1698 |
3120 |
1975 |
1840 |
|
|
Масса, кг |
235 |
600 |
760 |
1710 |
|
Можно отметить, что приведенная в таблице производительность сушилок подлежит уточнению в каждом конкретном случае, т.к. данный показатель зависит от ряда технологических параметров, а также физико-химических свойств обрабатываемого продукта. Поэтому при заказе оборудования для выбора типоразмера аппарата, а также подбора оптимальных режимов его работы ООО «КОНСИТ Холдинг» осуществляет проведение необходимых исследований на имеющейся стендовой установке.

Рис.1. Сушилка стационарного кипящего слоя.
1- сушильная камера; 2-газораспределительная решетка; 3-дозатор; 4,5-загрузочный и разгрузочный патрубки; 6,7-патрубки подвода и отвода воздуха; 8-заслонка.

Рис.2. Вибрационная конвективная сушилка.
1- желоб; 2-кронштейн; 3-патрубок подвода воздуха; 4-разгрузочный патрубок; 5-крышка; 6- загрузочный патрубок; 7-патрубок отвода воздуха; 8-перфорированный лист; 9-заслонка; 10-рама; 11-пружины; 12-привод.

Рис.3. Аппаратурно-технологическая схема обвязки вибрационной конвективной сушилки.
1- сушилка; 2-фильтр воздушный; 3-вентиляторы; 4-калорифер; 5-циклон; 6-питатели шлюзовые.